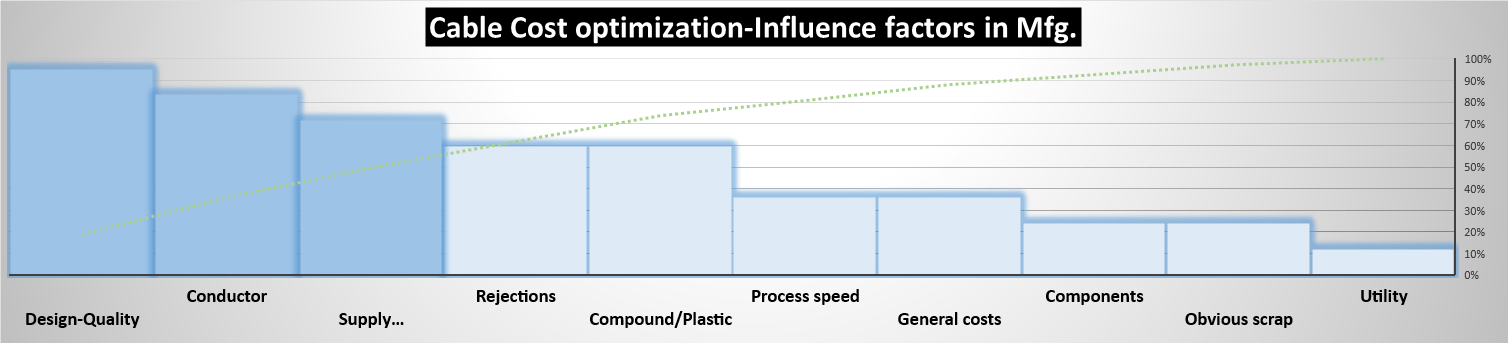
Cable Cost optimization-Cable and plastic test system for manufacturers
The quality and performance of cables are one of the biggest selling points for most of Cable manufacturers and traders. Alongside Cable cost optimization also becomes a challenge when it comes to investing in a so-called “non-value adding” activity that is Testing. In this section, we will discuss the broad view of testing eco-system in a cable manufacturing business and its minute impacts on cable cost optimization using cable and plastic test equipment.
Of course, all this starts from a Design-FMEA followed by Process FMEA and then a Quality control plan. Further following the sequence of APQP.
www.techtrivial.com is giving you a generic Design FMEA specifically created for cable in excel template and you can always edit and enhance it as per your requirements.
Get a free editable (excel) copy of D-FMEA for Cable by following these simple steps:-
- Comment on the post :- #cablecostoptimization
- Sign up here to our website, so that we can send you the email with the attachment.
What are the test stages applicable in cable industry:-
- Incoming inspection (Routine)
- In-process inspection (Routine)
- Final test and inspection (Routine)
- Type tests on raw material, components, and finished goods
- Third-party validation tests for product certification
Incoming inspection (The most ignored topic but could be most profitable as well):-
A cable manufacturer is ideally supposed to put an incoming inspection system which should ideally include:-
- Weighing, documentation check, and visual inspection (to make sure that the correct quantity and material is supplied)
- The specific gravity test of plastics (This test is very important to cable cost optimization as the consumption of plastic is done in Volume (Litres) whereas you buy it in Kilograms so to understand better the price/liter of plastic gives you an insight of costs per meter/volume of cable. Also, a specific gravity test of plastic (generally called density) gives a fair idea of fillers or heavy contaminations in the plastic.
- Limiting oxygen index– At least once per 5 lots should be done. This test also is very important not only for flame resistivity of finished cable but again for cable cost optimization too. Compounds (especially PVC and LSZH) are made of several chemicals and antimony is one who is responsible for fire/flame resistivity of the compound, however, it’s one of the most expensive chemicals too. so in case if you do not require a very high flame resistance such as LOI of 34% or likewise, you can always ask your supplier to optimize the level of LOI as well as cost/kg for the compound.
- Conductor:- Any metal whether its CU, Aluminium, Alloy or a superconductive one should be tested for its Resistance and weight per meter. This again gives you a gross margin over cable cost optimization as the conductors are on average 70% of a cable by cost. We can help companies on such projects as these are a bit long term projects following six sigma methodology and talking about it in a post is not possible. Email us at info@techtrivial.com in case this topic intrigues you and you want to know more.
- Conductor purity:- If your supplier is not LME registered then you also might want to ensure the purity of the conductor.
- Smoke density test– ASTM 2843, the smaller one should also be done at least every 5-10 lots of plastic. This is important to know at the input itself if your compound passes the regulatory requirement or not.
- Thermal stability and Melt flow index:- Thermal stability test and melt flow index together determine the temperature profile of extrusion and also the speed of extrusion, this property again impacts your productivity of machine and man as its not possible to run an extrusion of cable on very high speed if the MFI of the compound is low or not supportive. Similarly, if the thermal stability of a compound is not according to norms, this might be an indication of the overuse of fillers and contaminations in the compound resulting in compound BURNOUT inside the extruder.
- The hardness of plastic:- The hardness of plastic defines the profile of screw at extrusion as well as ensures the homogenously during purging over extrusion. If this is not according to the specifications, you might feel some roughness, fish eyes, high points, and even open points while extrusion over cable and might consequently have to stop the machine resulting in downtime and losses.
- Visual aspects such as moisture, color, porosity, contamination and granules size consistency using our microscope.
- Tensile strength and elongation at break:- And at last but not the least, tensile test machines are used for evaluating the strength and elongation properties of plastics. This test is one of the most important tests to determine and avoid any defects afterward a production resulting in huge rejections and causing downtime and delay. Before putting the compound into a tensile test machine, we will have to use our compound molding machine and then the die cutting press to create dumbells.
This should be mentioned that depending of risk classes and acceptance quality limits (AQL) of suppliers and their materials, companies should take a decision and design their quality control plan at an appropriate level and not all the tests are done mandatorily is the confidence level with supplier is high and the risk associated with material is low.